

“Synonymous with smart manufacturing, Industry 4.0 is the realization of the digital transformation of the field, delivering real-time decision making, enhanced productivity, flexibility and agility.”
Industry 4.0 is revolutionizing the way companies manufacture, improve and distribute their products. Manufacturers are integrating new technologies, including Internet of Things (IoT), Cloud Computing and Analytics, AI and ML into their production facilities and throughout their operations.
These smart factories are equipped with advanced sensors, embedded software and robotics that collect and analyze data and allow for better decision making. Even higher value is created when data from production operations is combined with operational data from ERP, supply chain, customer service and other enterprise systems to create whole new levels of visibility and insight from previously siloed information.
This Digital technologies lead to increased automation, predictive maintenance, self-optimization of process improvements and, above all, a new level of efficiencies and responsiveness to customers not previously possible.
Developing smart factories provides an incredible opportunity for the manufacturing industry to enter the fourth industrial revolution. Analyzing the large amounts of big data collected from sensors on the factory floor ensures real-time visibility of manufacturing assets and can provide tools for performing predictive maintenance in order to minimize equipment downtime.
Using high-tech IoT devices in smart factories leads to higher productivity and improved quality. Replacing manual inspection business models with AI-powered visual insights reduces manufacturing errors and saves money and time. With minimal investment, quality control personnel can set up a smartphone connected to the cloud to monitor manufacturing processes from virtually anywhere. By applying machine learning algorithms, manufacturers can detect errors immediately, rather than at later stages when repair work is more expensive.
Industry 4.0 concepts and technologies can be applied across all types of industrial companies, including discrete and process manufacturing, as well as oil and gas, mining and other industrial segments.
Historical Context For Industry 4.0
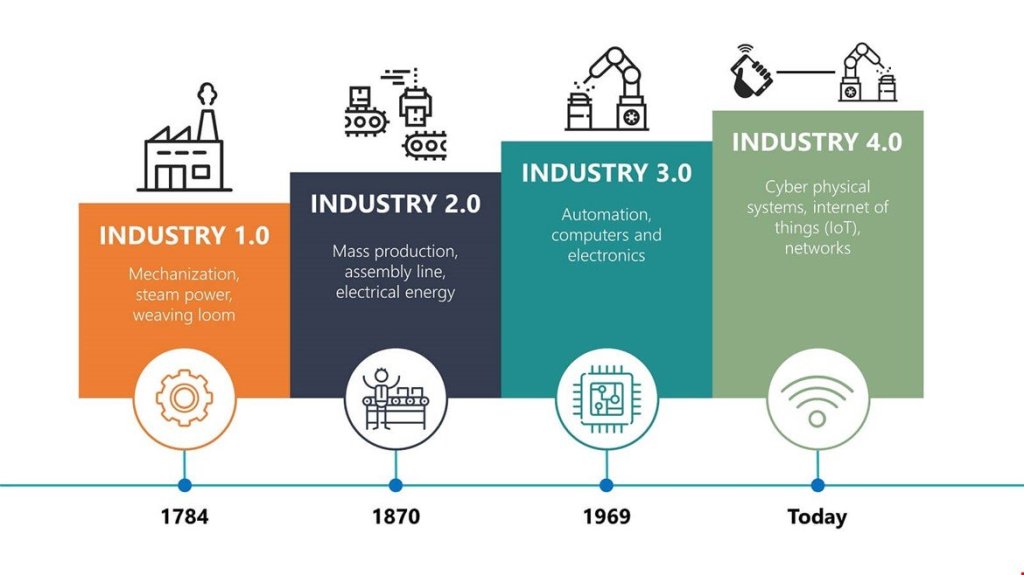
First Industrial Revolution
Starting in the late 18th century in Britain, the First Industrial Revolution helped enable mass production by using water and steam power instead of purely human and animal power. Finished goods were built with machines rather than painstakingly produced by hand.
Second Industrial Revolution
A century later, the Second Industrial Revolution introduced assembly lines and the use of oil, gas and electric power. These new power sources, along with more advanced communications via telephone and telegraph, brought mass production and some degree of automation to manufacturing processes.
Third Industrial Revolution
The Third Industrial Revolution, which began in the middle of the 20th century, added computers, advanced telecommunications and data analysis to manufacturing processes. The digitization of factories began by embedding Programmable Logic Controllers (PLCs) into machinery to help automate some processes and collect and share data.
Fourth Industrial Revolution
We are now in the Fourth Industrial Revolution, also referred to as Industry 4.0. Characterized by increasing automation and the employment of smart machines and smart factories, informed data helps to produce goods more efficiently and productively across the value chain. Flexibility is improved so that manufacturers can better meet customer demands using mass customization—ultimately seeking to achieve efficiency with, in many cases, a lot size of one. By collecting more data from the factory floor and combining that with other enterprise operational data, a smart factory can achieve information transparency and better decisions.
Technologies Driving Industry 4.0
Big Data And AI Analytics
In Industry 4.0, Big Data is collected from a wide range of sources, from factory equipment and Internet of Things (IoT) devices, to ERP and CRM systems, to weather and traffic apps. Analytics powered by AI and ML are applied to the data in real time – and insights are leveraged to improve decision-making and automation in every area of supply chain management: supply chain planning, logistics management, manufacturing, R&D and engineering, Enterprise Asset Management (EAM), and procurement.
Industrial Internet of Things
(IIoT)
The Internet of Things (IoT) – more specifically, the Industrial Internet of Things (IIoT) – is so central to Industry 4.0 that the two terms are often used interchangeably. Most physical things in Industry 4.0 – devices, robots, machinery, equipment, products – use sensors and RFID tags to provide real-time data about their condition, performance, or location. This technology lets companies run smoother supply chains, rapidly design and modify products, prevent equipment downtime, stay on top of consumer preferences, track products and inventory, and much more.
Cloud Computing
Cloud Computing is a cornerstone of any Industry 4.0 strategy. Full realization of smart manufacturing demands connectivity and integration of engineering, supply chain, production, sales and distribution, and service. Cloud helps make that possible. In addition, the typically large amount of data being stored and analyzed can be processed more efficiently and cost-effectively with cloud. Cloud Computing can also reduce startup costs for small- and medium-sized manufacturers who can right-size their needs and scale as their business grows.
Artificial Intelligence And Machine Learning
AI and ML allow manufacturing companies to take full advantage of the volume of information generated not just on the factory floor, but across their business units, and even from partners and third-party sources. AI and ML can create insights providing visibility, predictability and automation of operations and business processes. For instance: Industrial machines are prone to breaking down during the production process. Using data collected from these assets can help businesses perform predictive maintenance based on ML algorithms, resulting in more uptime and higher efficiency.
Edge Computing
The demands of real-time production operations mean that some data analysis must be done at the “edge”—that is, where the data is created. This minimizes latency time from when data is produced to when a response is required. For instance, the detection of a safety or quality issue may require near-real-time action with the equipment. The time needed to send data to the enterprise cloud and then back to the factory floor may be too lengthy and depends on the reliability of the network. Using Edge Computing also means that data stays near its source, reducing security risks.
Cybersecurity
Manufacturing companies have not always considered the importance of Cybersecurity or Cyber-physical systems. However, the same connectivity of operational equipment in the factory or field Operational Technology (OT) that enables more efficient manufacturing processes also exposes new entry paths for malicious attacks and malware. When undergoing a digital transformation to Industry 4.0, it is essential to consider a cybersecurity approach that encompasses IT and OT equipment.
Additive Manufacturing/3D Printing
Additive Manufacturing, or 3D printing, is another key technology driving Industry 4.0. 3D printing was initially used to as a rapid prototyping tool but now offers a broader range of applications, from mass customisation to distributed manufacturing. With 3D printing, for example, parts and products can be stored as design files in virtual inventories and printed on demand at the point of need – reducing both transportation distances and costs.
Autonomous Robots
With Industry 4.0, a new generation of Autonomous Robots is emerging. Programmed to perform tasks with minimal human intervention, autonomous robots vary greatly in size and function, from inventory scanning drones to autonomous mobile robots for pick and place operations. Equipped with cutting-edge software, AI, sensors, and machine vision, these robots are capable of performing difficult and delicate tasks – and can recognise, analyse, and act on information they receive from their surroundings.
Augmented Reality (AR)
Augmented Reality, which overlays digital content on a real environment, is a core concept of Industry 4.0. With an AR system, employees use smart glasses or mobile devices to visualise real-time IoT data, digitised parts, repair or assembly instructions, training content, and more when looking at a physical thing – like a piece of equipment or a product. AR is still emerging but has major implications for maintenance, service, and quality assurance as well as technician training and safety.
Digital Twins
The Digital Transformation offered by Industry 4.0 has allowed manufacturers to create Digital Twins that are virtual replicas of processes, production lines, factories and supply chains. A digital twin is created by pulling data from IoT sensors, devices, PLCs and other objects connected to the internet. Manufacturers can use digital twins to help increase productivity, improve workflows and design new products. By simulating a production process, for example, manufacturers can test changes to the process to find ways to minimize downtime or improve capacity.
Benefits Of Industry 4.0
Intelligent Products
Develop connected, self-aware products that are capable of sharing information about their health, location, usage level, storage conditions, and more. The data these smart products share can help you improve everything from product quality and customer service to logistics and R&D. They can also anticipate service needs, receive remote upgrades, and open the door to new, service-based business models.
Intelligent Factories
Run smart factories – highly digitised, largely autonomous facilities that take full advantage of advanced technologies like Big Data, artificial intelligence, robotics, analytics, and the IoT. Also called Factory 4.0, these plants are self-correcting, employ smart manufacturing 4.0 processes, and make it possible to deliver customised products cost efficiently and at scale.
Intelligent Assets
Almost every physical asset deployed today has built-in sensors – which, when connected to the IoT and analytics, are game changers for enterprise asset management. With intelligent assets, technicians can monitor asset performance in real time, anticipate and prevent downtime, employ dynamic and predictive maintenance, take advantage of digital twins, and tightly integrate assets and business processes.
Empowered People
No matter how autonomous your systems get, you will always need people. Empower them with technologies like AI and access to live sensor data – so they know what’s happening on the shop floor and are ready to make quick decisions and handle issues as they spring up. Wearable devices and augmented reality apps can also help them solve problems, monitor their health, and keep them safe.
Challenges Of Industry 4.0
Lack Of Skills
Access to skills is often cited as the biggest barrier to digital transformation. Technology adopters report difficulties with finding, training and re-skilling staff, particularly around the areas of user interface, data science, software development and machine-level controls. Problems also sometimes occur around the accessibility of technology, with people not willing – or finding it too difficult – to use new digital tools and applications. If this is a concern in your business, it may help to conduct a training needs analysis to determine what training your staff may need. See how to identify staff training needs.
Data And IT Security
IT security can pose substantial risks in Industry 4.0 setting. Online integration of processes, systems and people potentially give room to security breaches and data leaks. Bear in mind, IT Security is not limited to cyber attacks. Other prominent threats include network misconfigurations, erroneous commands, and software or device failures that can potentially disrupt business operations and production. Your IT infrastructure will also need to be up to the task of coping with the extra connectivity required for your digital transformation. See more on IT risk management.
New Business Models
Another common hurdle faced by businesses adopting Industry 4.0 is the lack of internal alignment about which strategies to pursue. With the advent of digital technologies, new business models are emerging requiring companies to rethink the way they do business. Without a consensus on business strategy, or the right people in place to drive it, it can be difficult to overcome these internal challenges.
Handling Data Growth
As more companies become dependent on AI usage, companies will be faced with more data that is being generated at a faster pace and presented in multiple formats. To wade through these vast amounts of data, AI algorithms need to be easier to comprehend. Further, these algorithms need to be able to combine data that might be of different types and timeframes.
Interoperability
Another significant issue is the lack of separation between protocols, components, products, and systems. Unfortunately, interoperability impedes companies’ ability to innovate. Further, since they cannot easily “swap out” one vendor for another or one part of the system for another, interoperability also limits options to upgrade system components.
Culture Change
Managing culture change is a vital part of Industry 4.0 success, as well as a potential hindrance if not executed well. If your workers aren’t ready for the changes, they can be unwilling, resistant or unable to adapt. Preparing them for the technology shift and gaining their buy-in is critical to the success of your digital project. Leadership and leading from the top can play an important role in bringing about the cultural change needed for digital transformation. Read more about change management.
Capital Investment
Depending on what you’re looking to change, Industry 4.0 adoption sometimes involves high upfront costs. However, a large investment is not always required to transform the business. You can think big, but start small. Begin with a simple scalable solution, perhaps a smart section of lighting, and see how it works. You don’t need to commit a huge investment to make a significant step forward.
Final Thoughts
Industrial Revolution was the creation of many inventions that improved manufacturing capabilities of certain industries and improved the economy. Inadvertently this also led to a rise in poverty and unemployment as dependence on manual labour wasreduced.
🅐🅚🅖
Interested in Management, Design or Technology Consulting, contact anil.kg.26@gmail.com
Get updates and news on our social channels!
LATEST POSTS
- A Tale Of Two Frameworks: Spring Boot vs. Django
 “Spring Boot’s convention over configuration approach simplifies development, allowing developers… Read more: A Tale Of Two Frameworks: Spring Boot vs. Django
“Spring Boot’s convention over configuration approach simplifies development, allowing developers… Read more: A Tale Of Two Frameworks: Spring Boot vs. Django - Unleashing The Power Of Django
 “Django, akin to a Swiss Army knife, provides a comprehensive… Read more: Unleashing The Power Of Django
“Django, akin to a Swiss Army knife, provides a comprehensive… Read more: Unleashing The Power Of Django - Potential of Progressive Web Apps (PWAs)
 “PWAs are not just about technology; they are about creating… Read more: Potential of Progressive Web Apps (PWAs)
“PWAs are not just about technology; they are about creating… Read more: Potential of Progressive Web Apps (PWAs) - Unleashing The Power Of Spring Framework
 “Spring Framework simplifies enterprise Java development, but it does so… Read more: Unleashing The Power Of Spring Framework
“Spring Framework simplifies enterprise Java development, but it does so… Read more: Unleashing The Power Of Spring Framework - Key Trends Of OSINT In 2024
 “The future of OSINT lies in our ability to adapt… Read more: Key Trends Of OSINT In 2024
“The future of OSINT lies in our ability to adapt… Read more: Key Trends Of OSINT In 2024 - Can Google’s Carbon Language Replace C++?
 “While Carbon may excel in performance-critical domains, it cannot replace… Read more: Can Google’s Carbon Language Replace C++?
“While Carbon may excel in performance-critical domains, it cannot replace… Read more: Can Google’s Carbon Language Replace C++? - Integration of Design Thinking, Lean, and Agile
 “Innovation thrives when Design Thinking, Lean, and Agile converge, creating… Read more: Integration of Design Thinking, Lean, and Agile
“Innovation thrives when Design Thinking, Lean, and Agile converge, creating… Read more: Integration of Design Thinking, Lean, and Agile - Benefits Of Infrastructure as Code (IaC)
 “Infrastructure as Code is the single most important thing you… Read more: Benefits Of Infrastructure as Code (IaC)
“Infrastructure as Code is the single most important thing you… Read more: Benefits Of Infrastructure as Code (IaC) - Power Of Internet of Everything (IoE)
 “The true power of the Intebrnet of Everything lies not… Read more: Power Of Internet of Everything (IoE)
“The true power of the Intebrnet of Everything lies not… Read more: Power Of Internet of Everything (IoE) - How Is The Enterprise IoT Evolving?
 “IoT is not just about connecting things; it’s about connecting… Read more: How Is The Enterprise IoT Evolving?
“IoT is not just about connecting things; it’s about connecting… Read more: How Is The Enterprise IoT Evolving? - IT Pricing Strategy And Models
 “The art of pricing lies in finding the perfect balance… Read more: IT Pricing Strategy And Models
“The art of pricing lies in finding the perfect balance… Read more: IT Pricing Strategy And Models - What Is SYCL (“sickle”)?
 “SYCL provides a powerful and intuitive programming model that simplifies… Read more: What Is SYCL (“sickle”)?
“SYCL provides a powerful and intuitive programming model that simplifies… Read more: What Is SYCL (“sickle”)? - What Is A Data Lakehouse?
 “With a data lakehouse, organizations can break down data silos,… Read more: What Is A Data Lakehouse?
“With a data lakehouse, organizations can break down data silos,… Read more: What Is A Data Lakehouse? - 5G – The Future Of The Internet
 “5G is the next big step in the evolution of… Read more: 5G – The Future Of The Internet
“5G is the next big step in the evolution of… Read more: 5G – The Future Of The Internet - Ransomware Groups Are Switching To Rust
 “Rust is to Ransomware what a lockpick is to a… Read more: Ransomware Groups Are Switching To Rust
“Rust is to Ransomware what a lockpick is to a… Read more: Ransomware Groups Are Switching To Rust - Streaming Data Pipelines
 “A streaming data pipeline is like a river: it flows… Read more: Streaming Data Pipelines
“A streaming data pipeline is like a river: it flows… Read more: Streaming Data Pipelines - Why Rust Is Best?
 “Rust is a systems programming language that runs blazingly fast,… Read more: Why Rust Is Best?
“Rust is a systems programming language that runs blazingly fast,… Read more: Why Rust Is Best? - Database Sharding Explained
 “Database sharding is like breaking a large puzzle into smaller,… Read more: Database Sharding Explained
“Database sharding is like breaking a large puzzle into smaller,… Read more: Database Sharding Explained - Ambient Computing Will Be The Future Tech
 “Ambient computing creates a seamless technology-rich environment, but challenges in… Read more: Ambient Computing Will Be The Future Tech
“Ambient computing creates a seamless technology-rich environment, but challenges in… Read more: Ambient Computing Will Be The Future Tech - Key Trends Of OSINT In 2023
 “OSINT is not just a technique, it’s a mindset. It’s… Read more: Key Trends Of OSINT In 2023
“OSINT is not just a technique, it’s a mindset. It’s… Read more: Key Trends Of OSINT In 2023
